
Beyond a Vendor: Envato CTO on Why Trust and “Unbreakable Connectivity” Won the Deal
Speed isn’t just a luxury, it’s a necessity in digital marketplaces. For Envato, the global leader in creative assets and templates, staying ahead of the …


Speed isn’t just a luxury, it’s a necessity in digital marketplaces. For Envato, the global leader in creative assets and templates, staying ahead of the …
 With a shortlist of potential vendors in hand, Envato began a series of meetings. They weren't just looking for code writers; they were looking for trust, reliability, and a robust support system. They needed a partner capable of handling complex operational requirements, including stable and unbreakable connectivity to ensure seamless integration with their Australian headquarters.
“We chose CMC Global because of their track record of helping other companies that look in a sort of shape like us succeed,” says Benjamin.
For Envato, the decision came down to a fundamental distinction: CMC Global positioned itself not as a vendor, but as a reliable partner. Their proven history of scaling teams for businesses with similar dynamics gave Envato the confidence that they weren't just outsourcing work, they were extending their engineering department.
With a shortlist of potential vendors in hand, Envato began a series of meetings. They weren't just looking for code writers; they were looking for trust, reliability, and a robust support system. They needed a partner capable of handling complex operational requirements, including stable and unbreakable connectivity to ensure seamless integration with their Australian headquarters.
“We chose CMC Global because of their track record of helping other companies that look in a sort of shape like us succeed,” says Benjamin.
For Envato, the decision came down to a fundamental distinction: CMC Global positioned itself not as a vendor, but as a reliable partner. Their proven history of scaling teams for businesses with similar dynamics gave Envato the confidence that they weren't just outsourcing work, they were extending their engineering department.

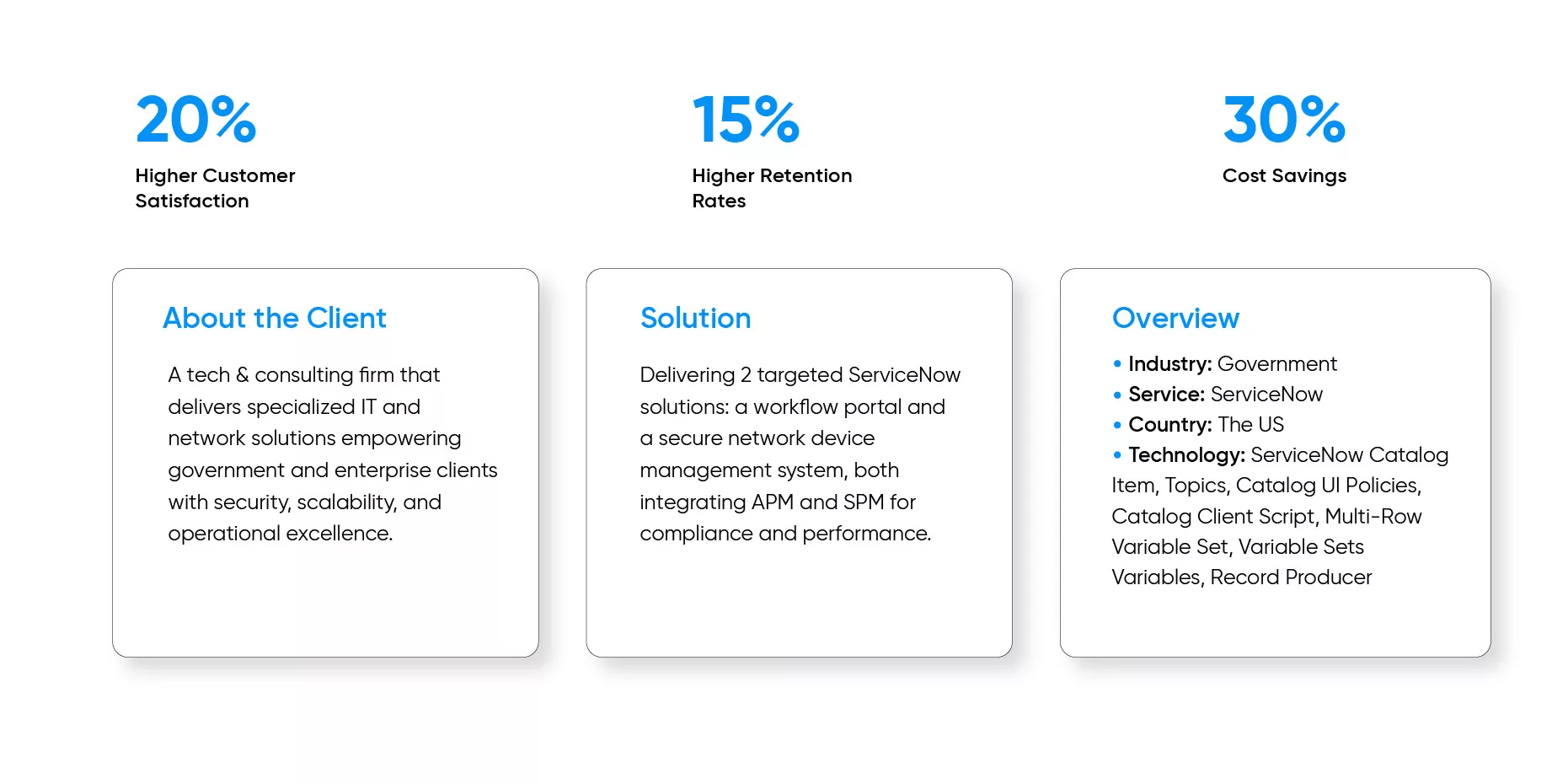
The Challenge Our client successfully secured major contracts with the state government to deliver a secure, scalable platform for public safety operations. However, the high …

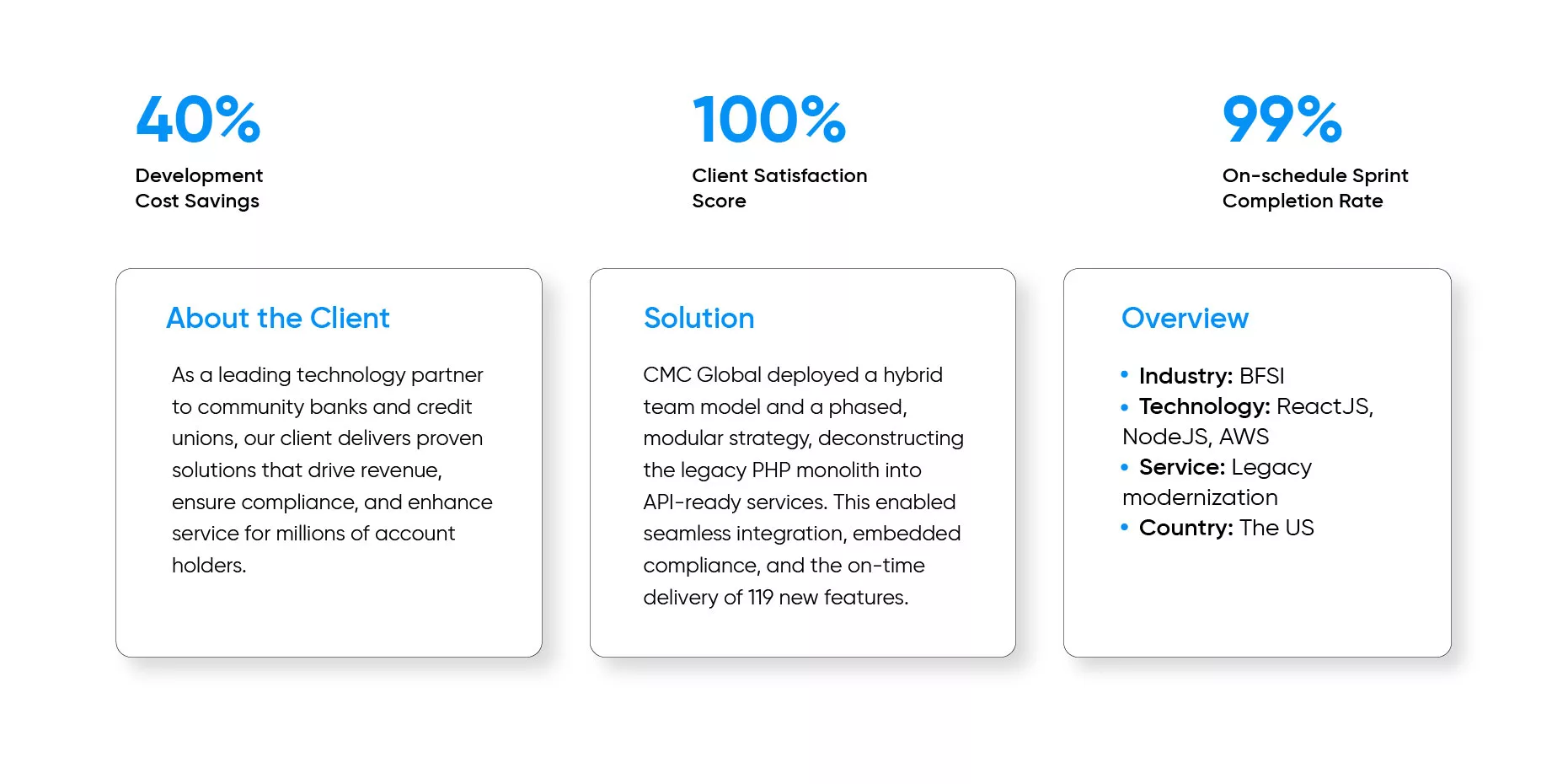
The Challenge Our client needed to modernize its legacy PHP-based Account Revenue Solution (ARS), a core module within its Retail Performance Engine. The existing monolithic …

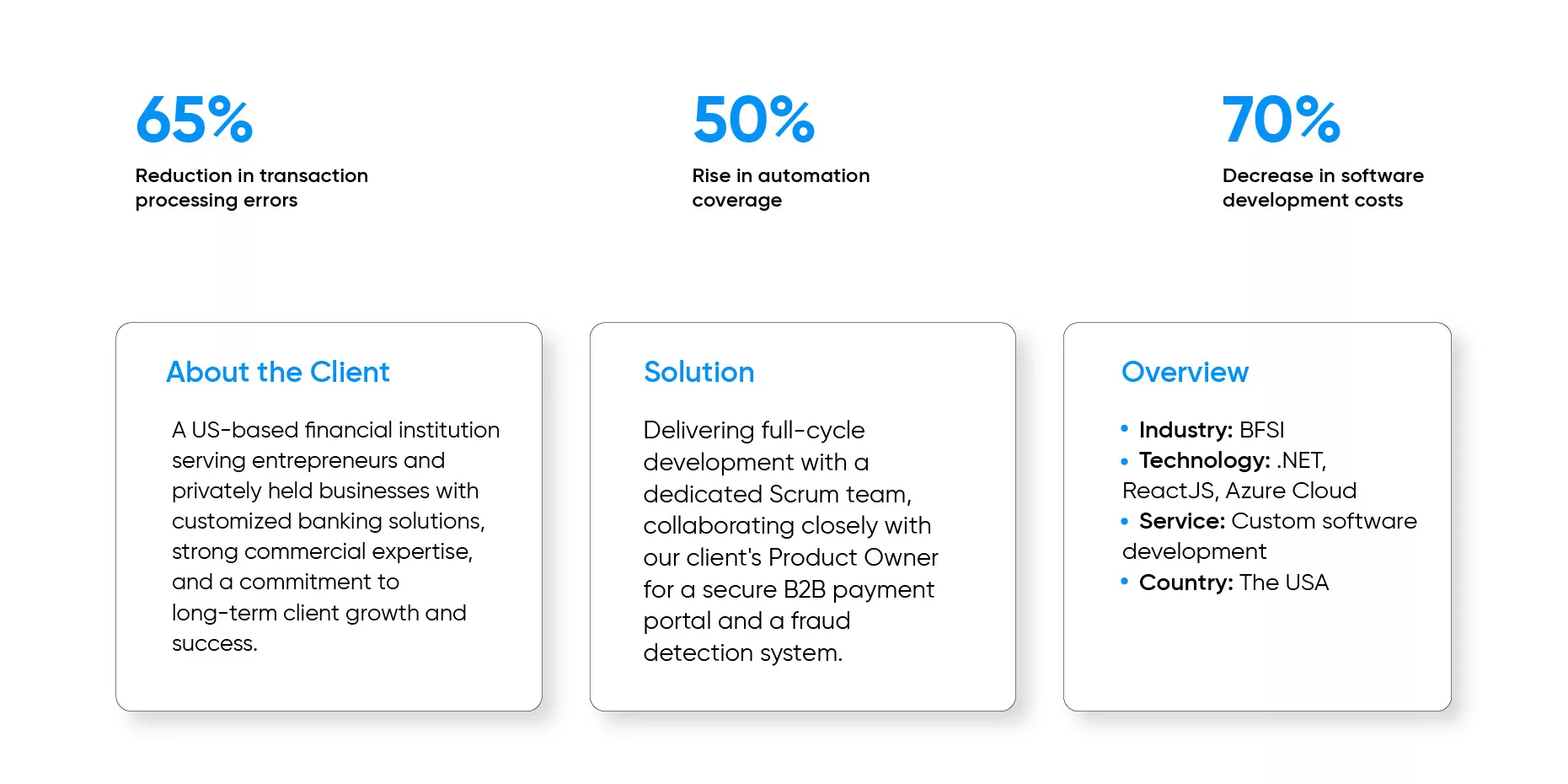
The Challenge Our client set out to modernize its core digital capabilities through two key initiatives: – Phase 1: a B2B payment portal – Phase …

The Challenge The client aimed to replace its existing Warehouse Management System (WMS) with Salesforce CRM to gain greater flexibility, scalability, and efficiency. Achieving this …
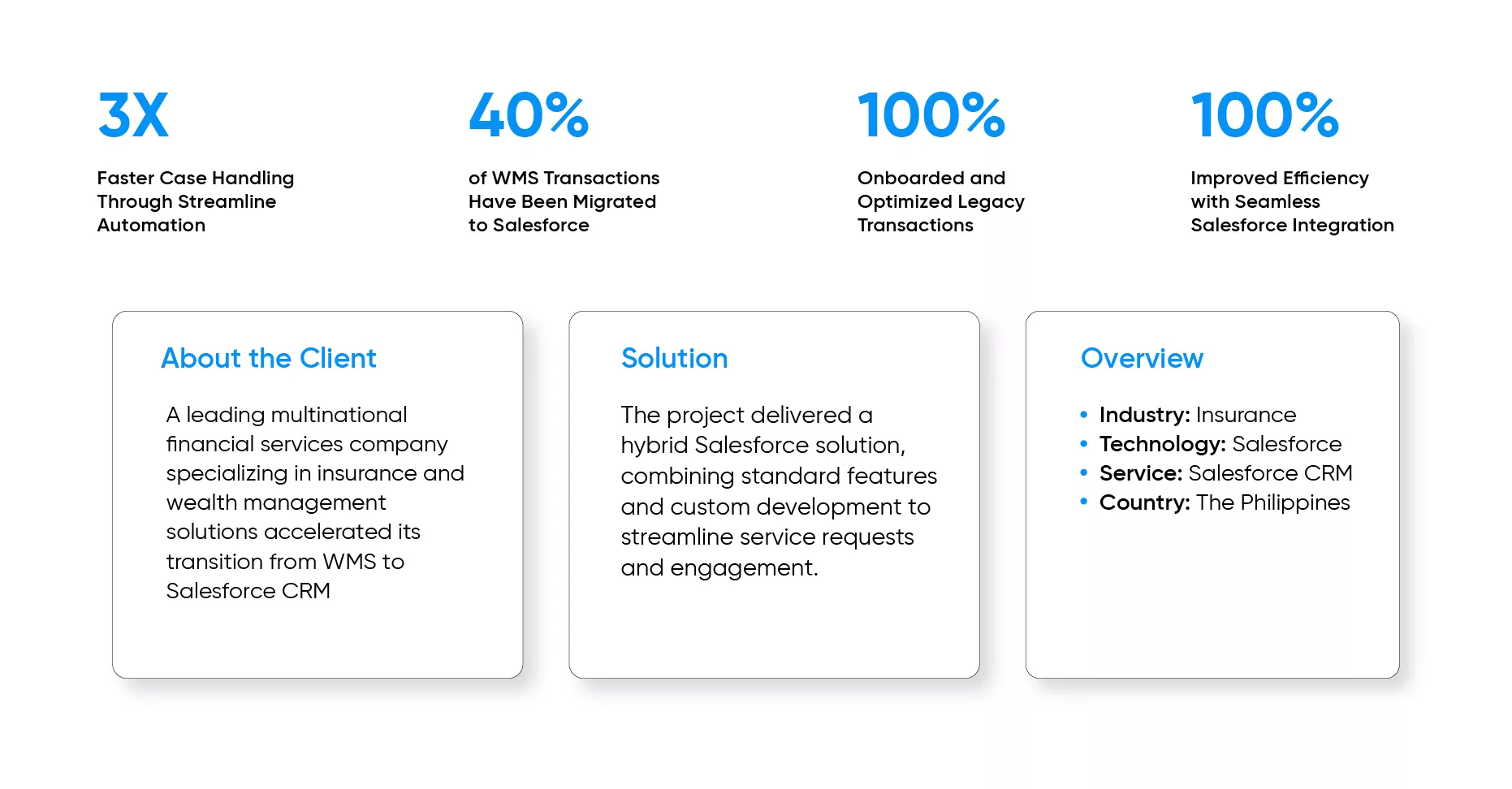
The client aimed to replace its existing Warehouse Management System (WMS) with Salesforce CRM to gain greater flexibility, scalability, and efficiency. Achieving this transformation, however, required overcoming several operational and organizational hurdles. Teams needed to quickly adapt to strict processes while maintaining continuous updates to documentation, ensuring that no detail was missed during the transition.
At the same time, multiple Scrum teams were engaged on the same solution, raising the need for tight coordination and conflict avoidance. Extensive managerial reporting consumed valuable time, while the involvement of many stakeholders increased the risk of misaligned expectations. To succeed, the project demanded a structured approach that balanced speed, accuracy, and collaboration across all parties.
To address stakeholder requirements, the project team conducted a detailed analysis of REQ documents and clarified open points through regular workshops. A hybrid Salesforce approach was implemented, leveraging standard features for scalability and reusability, while introducing custom development to cover specific business needs and ensure full compliance with requirements.
Key Highlights included
Client Self-Service Portal (Experience Cloud): Configured using the Financial Services Client Portal template, enabling clients to submit and track requests, schedule appointments, and access knowledge articles. The portal was seamlessly integrated with core banking systems via SSO for a unified experience.
Service Request Fulfillment (Service Cloud & FSC):
Case Management: Simplified case creation, assignment, and lifecycle tracking.
Automation: Enabled Email-to-Case and Web-to-Case for seamless service intake.
Advisor Portal: Provided centralized client and case views, personalized engagement (FSC), and quick actions to boost efficiency.
Asset Allocation: Delivered an integrated component for enhanced investment visibility and tracking.

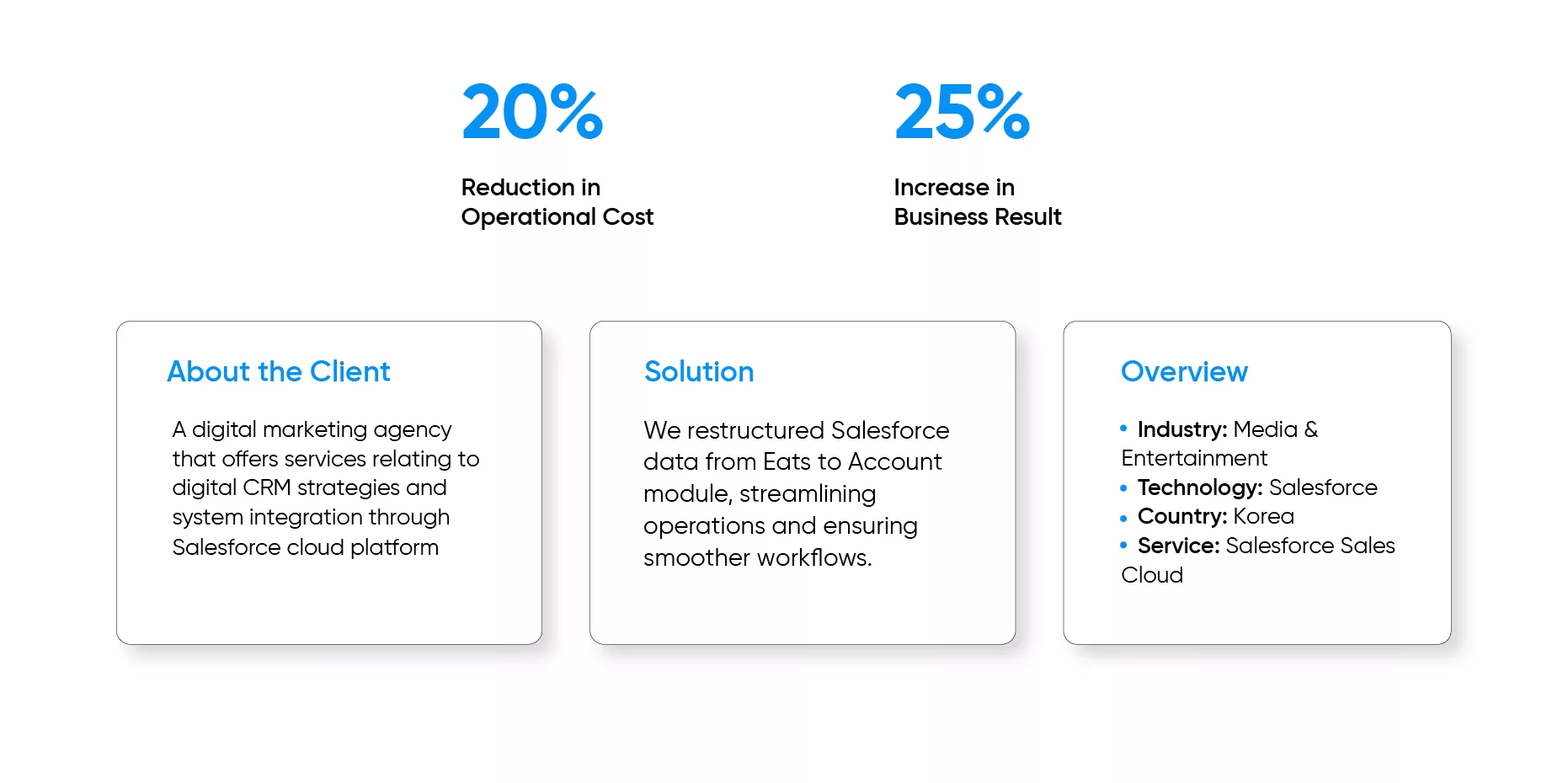
The Challenge The client is focused on delivering Salesforce services and aims to broaden their market presence. However, the availability of Salesforce professionals in Korea …

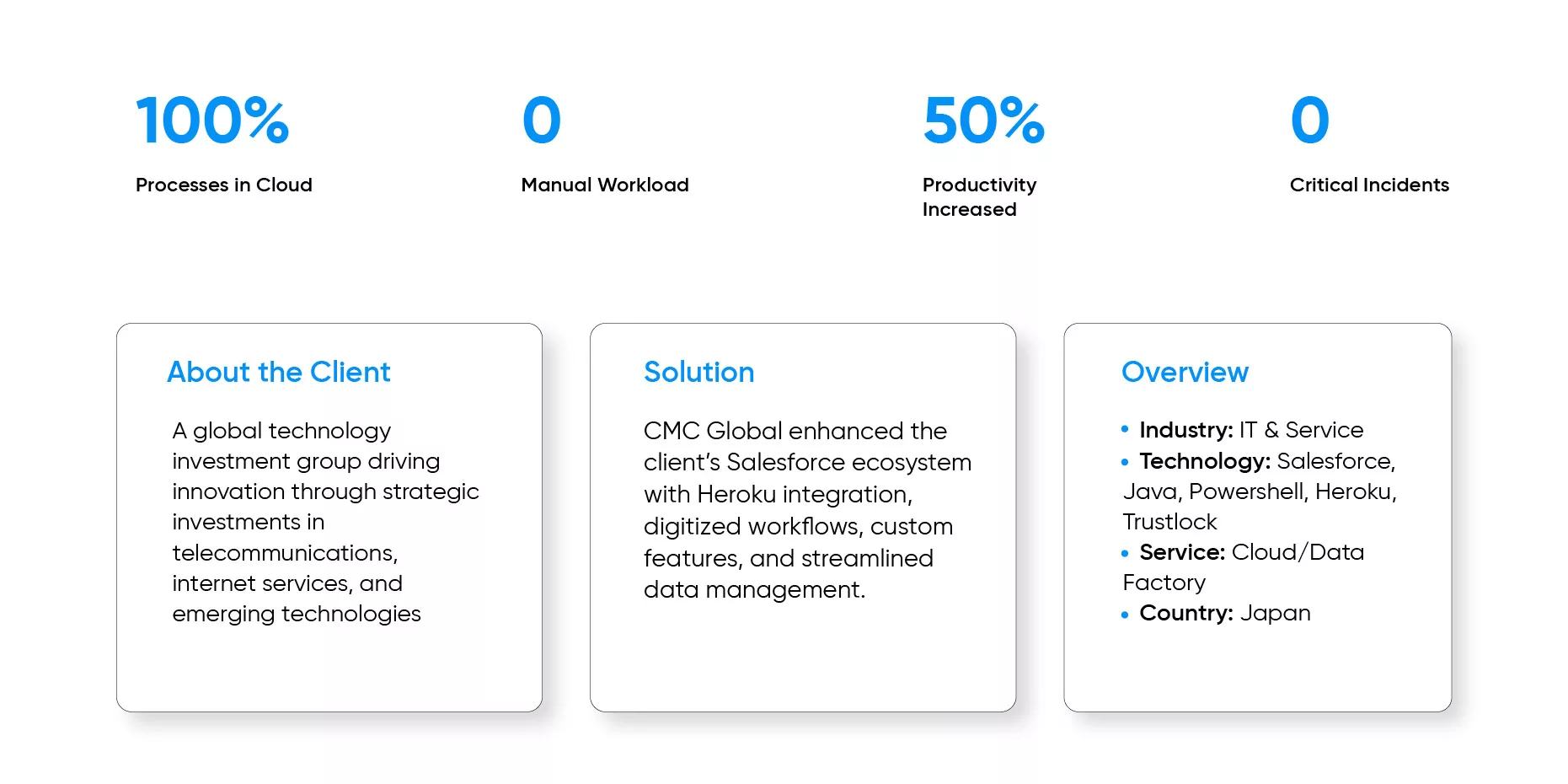
The Challenge The customer’s reliance on manual administrative procedures made task management slow, error-prone, and resource-intensive. Without digitization, employees faced unnecessary workloads that limited productivity …
To closely address the needs of client, CMC Global facilitated the establishment of a Global Delivery Center, adhering to an end-to-end process designed to optimize operations and service delivery.
We helped our client enhance their Salesforce ecosystem by integrating advanced tools and custom features, therefore improving user experience, modernizing request management, enabling secure, efficient operations through new technologies and streamlined processes.
Key highlights included
Heroku integration: Enhanced user experience with Heroku apps for registration, input validation, and custom features.
Git Flow management: Applied Git branches for effective version control and synchronization of custom package source code.
Digitized documentation: Converted paper-based requests into digital forms with secure transaction-controlled storage.
Custom features:
Request management with configurable business procedures
User management with identity verification, roles, and permissions
Account verification via Trustdock
Usage request handling
Report visualization for real-time tracking and monitoring
Data import optimization: Streamlined operations using built-in system functions and datapatch tools.
The Challenge Our client recognized the need for a comprehensive digital transformation journey to optimize core business functions. To streamline operations and cater to customer …

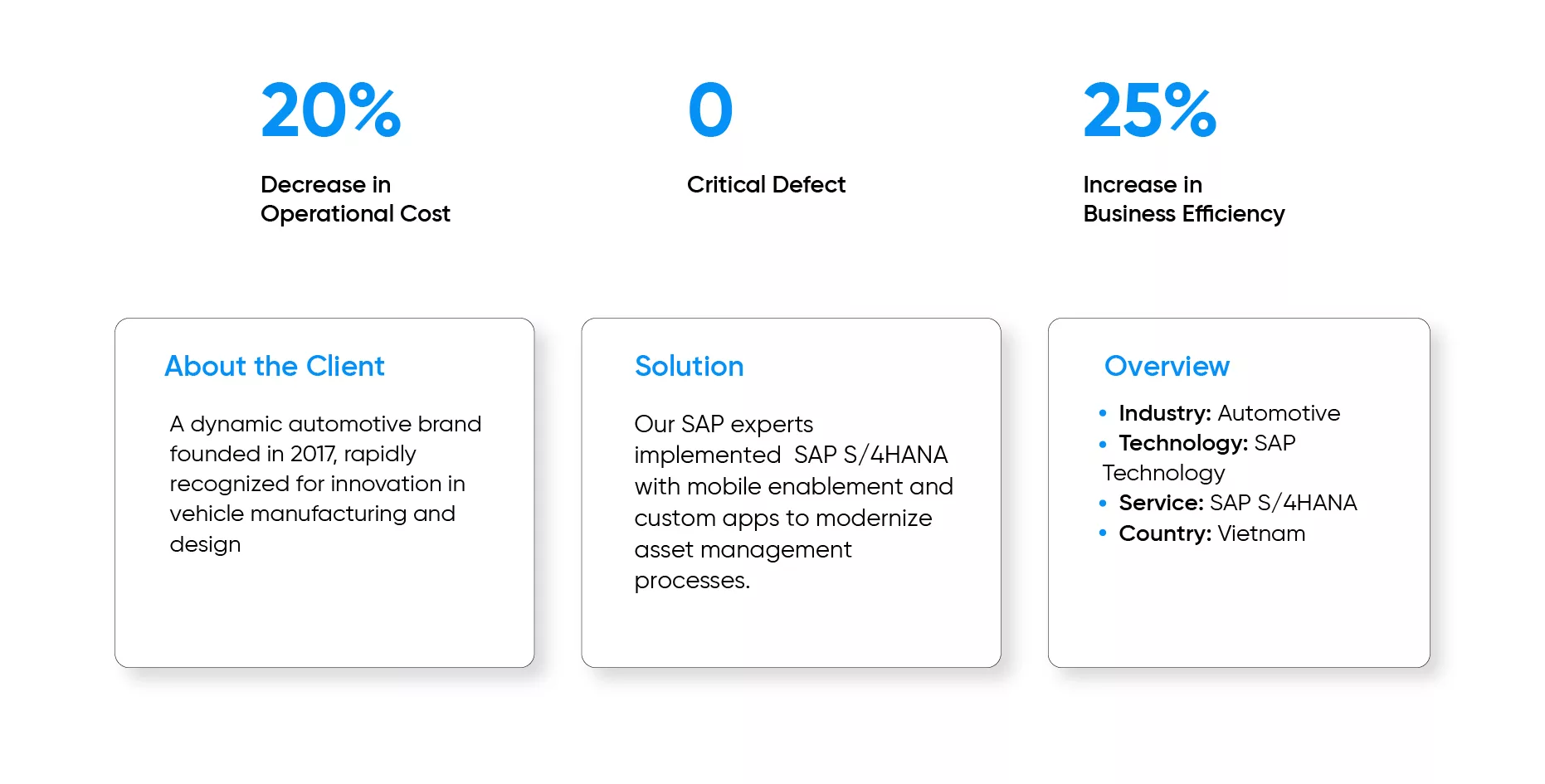
The Challenge The client, operating a network of over 2,000 charging stations, faced growing complexity in managing maintenance operations at scale. Their existing processes for …
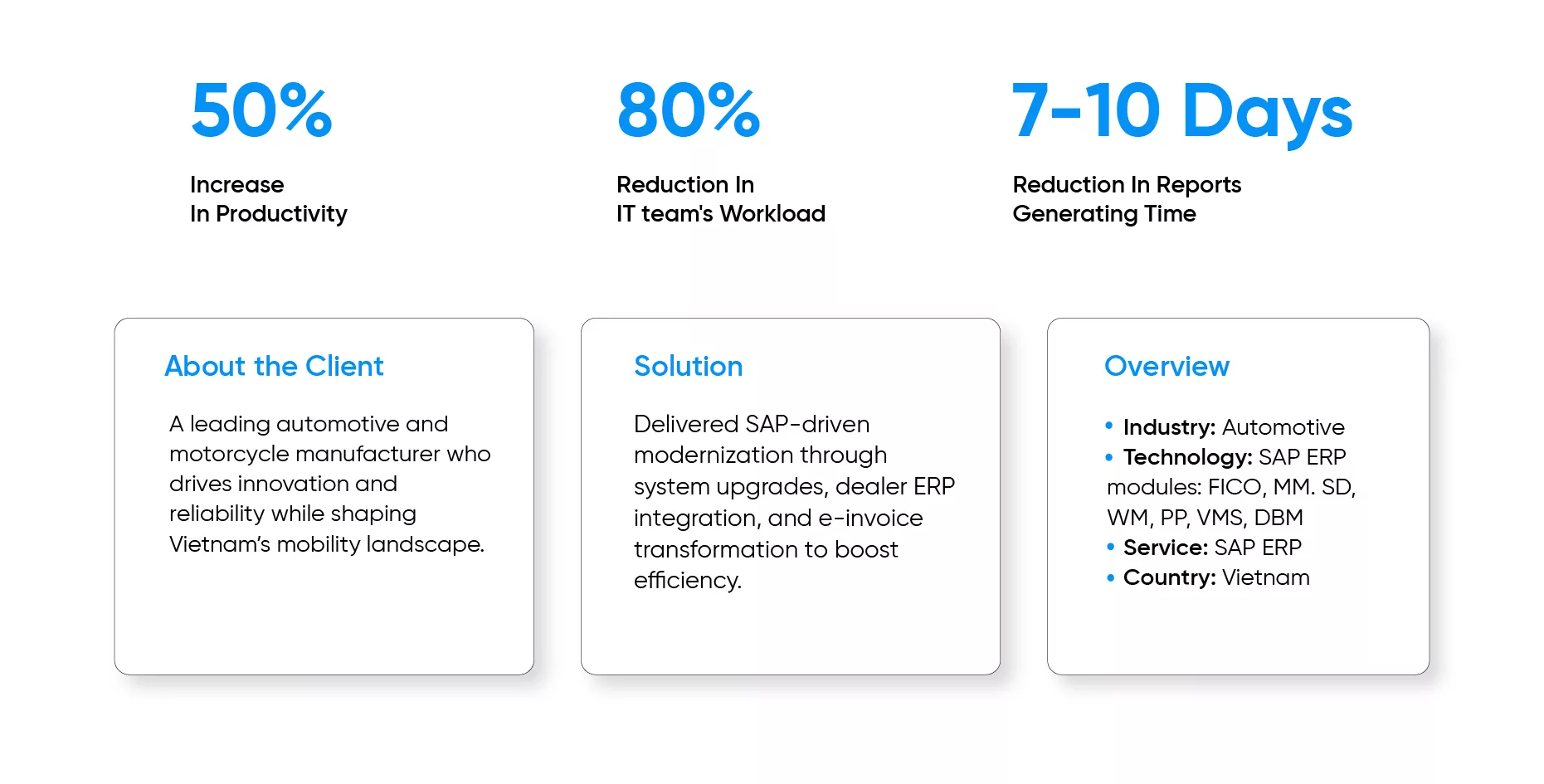
The Challenge Our client aimed to enhance inventory management with an SAP ERP ECC solution, covering activities such as stock management, transfers, and motorcycle sales …
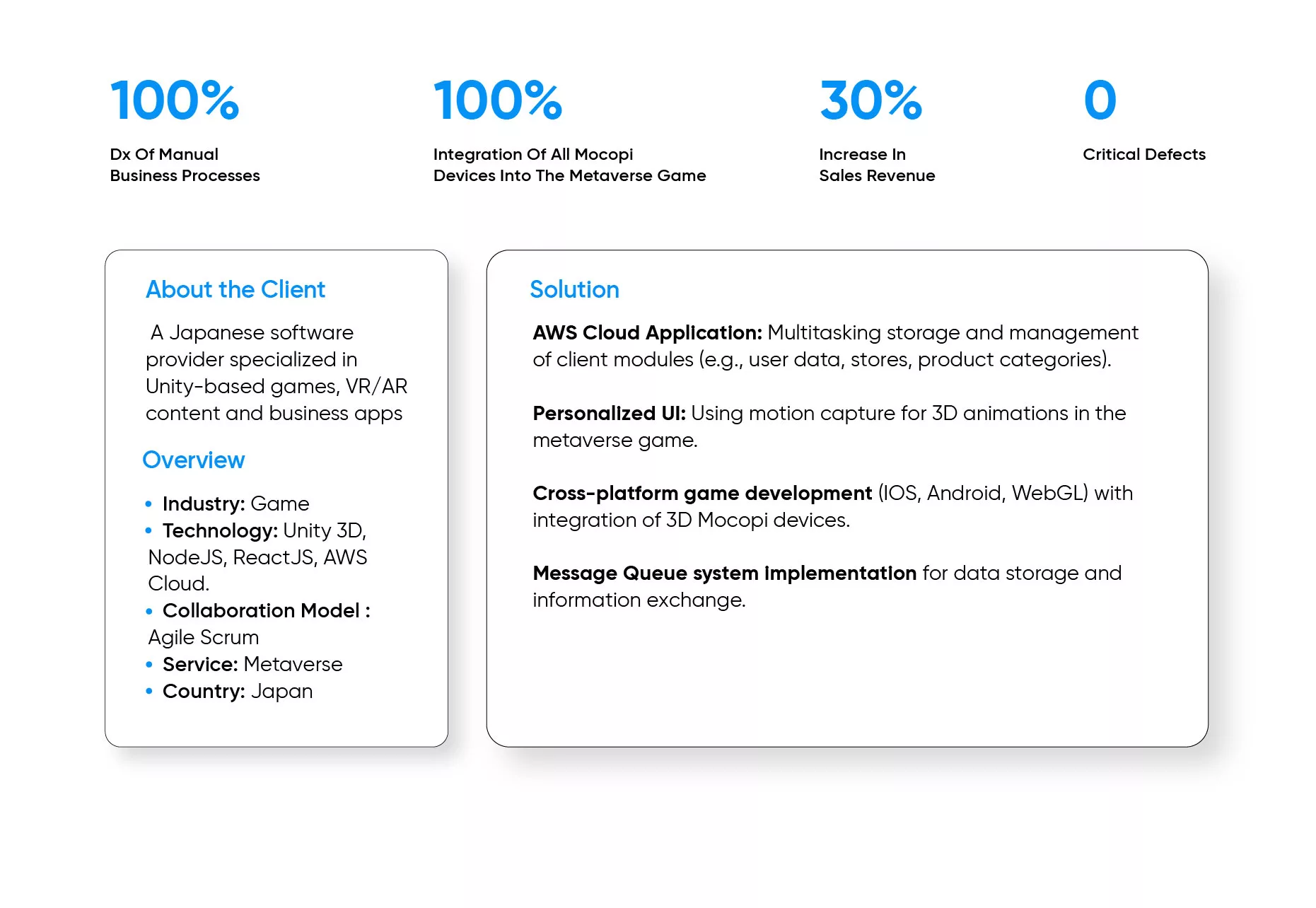
Background and Challenge Story Despite significant investment in Metaverse game projects, the business outcomes was not optimal. The company faced a shortage of highly skilled …

Challenge story The client sought a partner to assist with a US government project focused on solving prolems in 2 cities of United States Virginia …
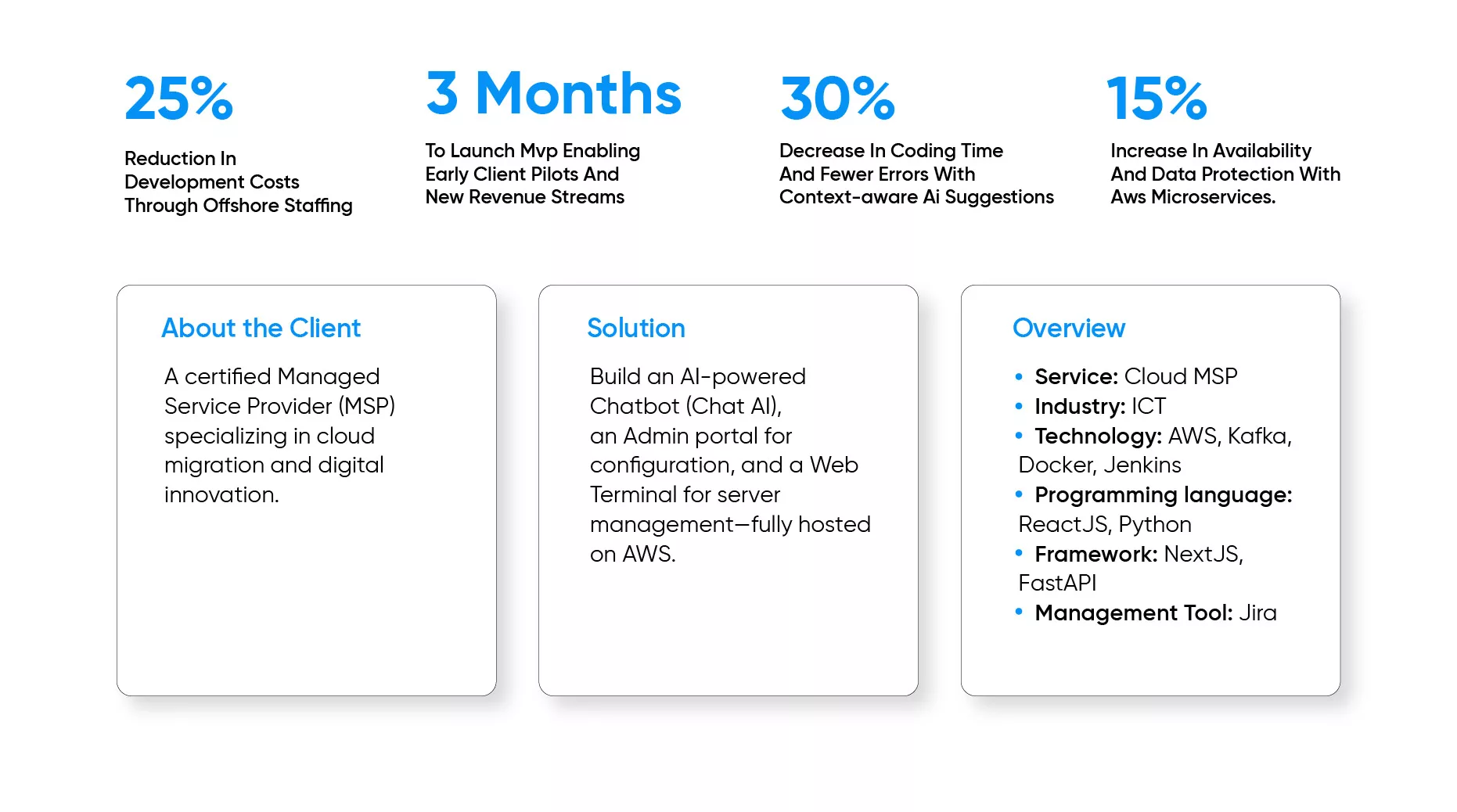
Challenge story The primary challenge lies in building a GDC with a long-term technical team to develop products for domestic and international clients. The team …


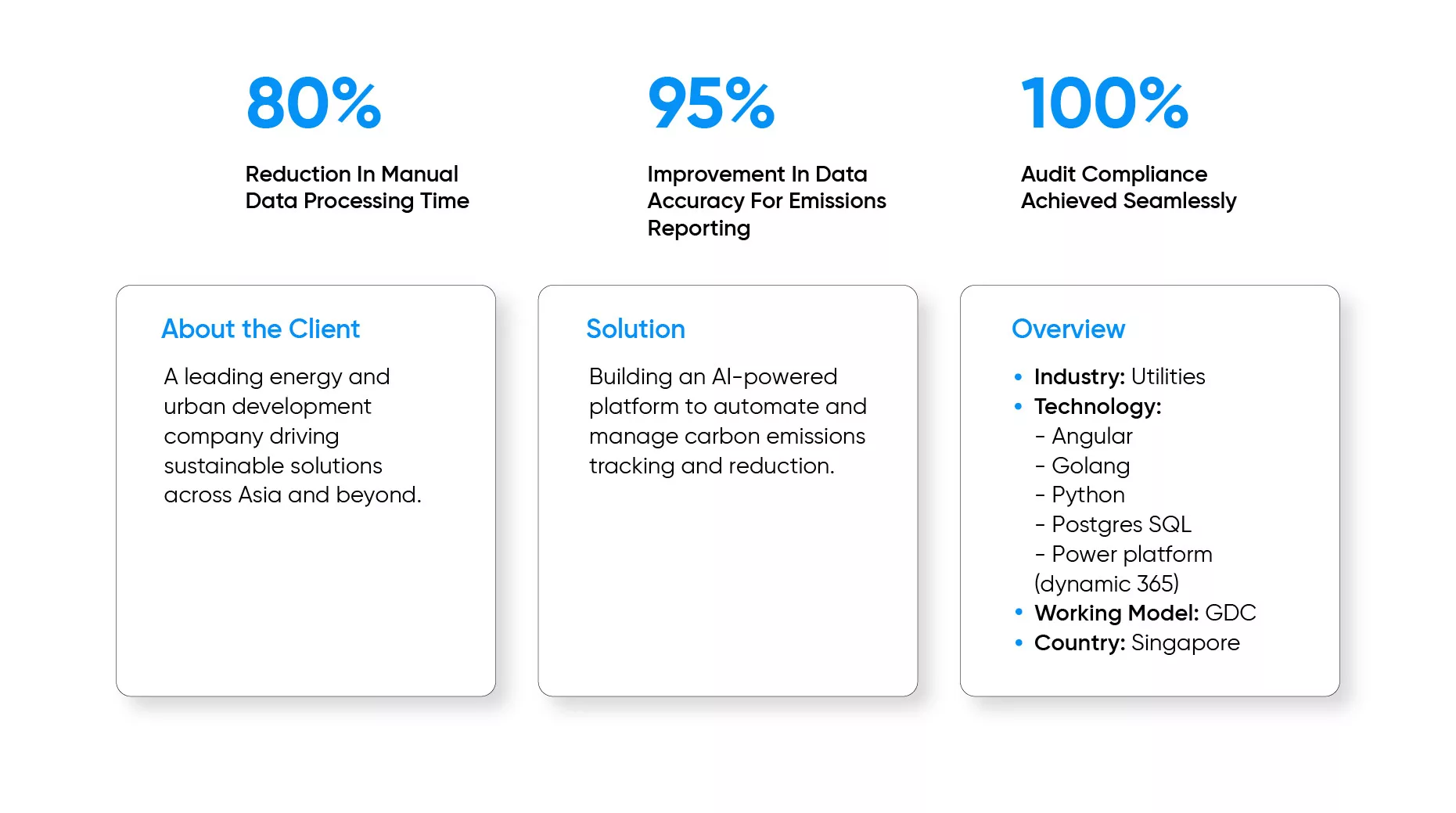
Challenge story The client set an ambitious goal of achieving net-zero emissions, which required a two-phase approach: first measuring carbon output (Phase 1), then launching …
The Challenge Operating within the specialized construction trades sector, the company had established a powerful application for precise takeoff and cost estimation in areas like …
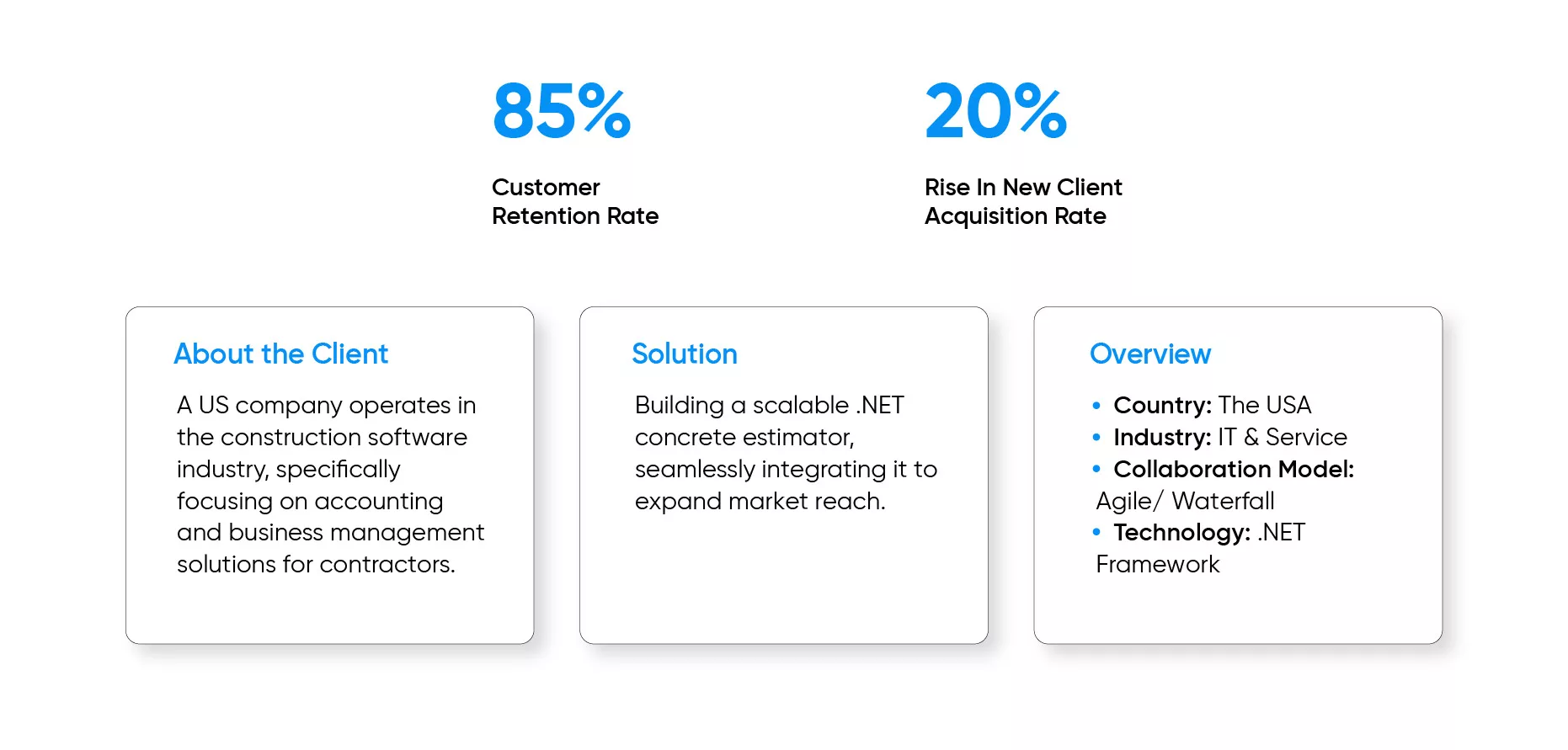
To address these challenges, we architected and delivered a comprehensive, concrete-specific estimating module, seamlessly expanding the application's core functionality.
Strategic Execution & Technical Delivery:
Robust Application Development: Engineered a high-performance, scalable estimator using the .NET Framework 4.7.2 and WPF, ensuring an intuitive user experience and long-term maintainability.
Precision Engineering: Developed and integrated a suite of accurate, industry-specific formulas tailored to the complex material and labor calculations for concrete work.
Seamless System Integration: Designed the new module for flawless interoperability with the existing application architecture, preserving user workflow integrity and data consistency.
Overcoming Critical Challenges:
Navigating Technical Complexity: Employed Agile sprints to systematically deconstruct and solve intricate technical hurdles, such as the seamless bidirectional conversion between U.S. customary and metric units.
Ensuring Project Success: Maintained a framework of transparent and continuous client communication throughout the project lifecycle, ensuring alignment and facilitating timely feedback on all deliverables.

Challenge story The client needed to develop critical systems within the OpsNow platform—a comprehensive cloud management platform developed for resale to enterprise clients. Under pressure …

The Challenge Our client faced several challenges that necessitated seeking external solutions: The need for a robust and secure cloud environment. Ensuring data security and …


Background and challenge story Prior to partnering with CMC Global, the client faced significant challenges including insufficient staffing to meet high demands from end clients, …

The Challenge Manual Data Collection and Dashboard Creation The client’s data management process relied heavily on manual efforts to collect, clean, and integrate data from …
 Manual Data Collection and Dashboard Creation
Manual Data Collection and Dashboard Creation
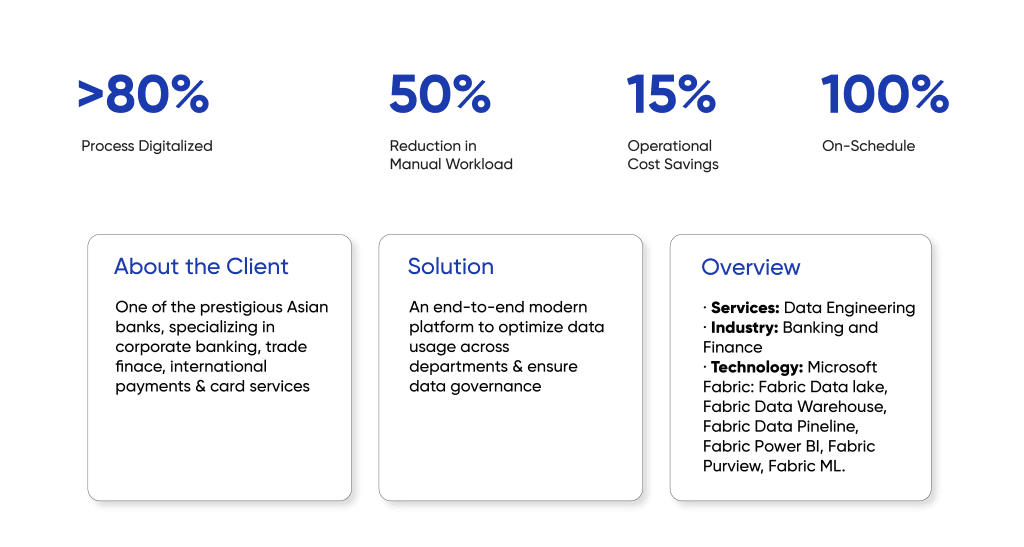
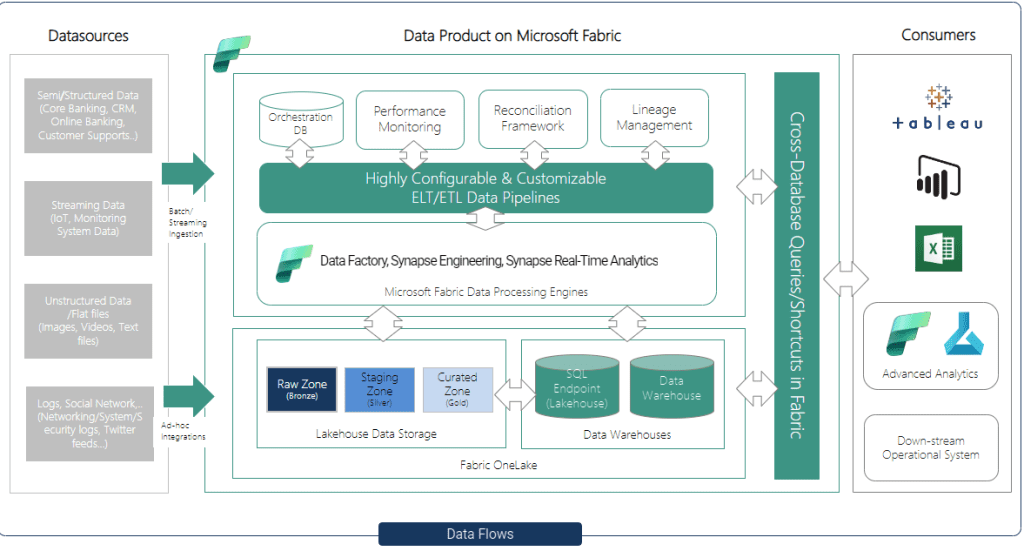
 CMC Global developed a secure, centralized, and AI-powered data platform to eliminate inefficiencies, automate workflows, and provide data-driven insights.
End-to-End Modern Data Platform: A Single Source of Truth for Business Operations
CMC Global developed a secure, centralized, and AI-powered data platform to eliminate inefficiencies, automate workflows, and provide data-driven insights.
End-to-End Modern Data Platform: A Single Source of Truth for Business Operations

Background and Challenge Story The client needed to modernize its outdated Windows-based system into a scalable web-based platform to meet market demands and improve user …
 The client needed to modernize its outdated Windows-based system into a scalable web-based platform to meet market demands and improve user experience.
However, reliance on a vendor under a traditional ODC model led to knowledge gaps and unexpected cost overruns.
Key requirements included overhauling the technology stack, enhancing the user interface, and streamlining back-office and customer service operations.
Additionally, they sought a scalable, cost-effective solution to drive innovation and maintain competitiveness in the open banking sector.
The client needed to modernize its outdated Windows-based system into a scalable web-based platform to meet market demands and improve user experience.
However, reliance on a vendor under a traditional ODC model led to knowledge gaps and unexpected cost overruns.
Key requirements included overhauling the technology stack, enhancing the user interface, and streamlining back-office and customer service operations.
Additionally, they sought a scalable, cost-effective solution to drive innovation and maintain competitiveness in the open banking sector.
 CMC Global addressed the client’s challenges by establishing an Offshore Development Center (ODC) under the Build-Operate-Transfer (BOT) model, prioritizing security and compliance.
A secure Global Development Center (GDC) was set up with biometric locks, 24/7 surveillance, and restricted access. Advanced encryption, regular security audits, and adherence to ISO 27001 and GDPR standards ensured data protection.
A team of 134 skilled professionals was assembled within 6 months, with staff trained in security protocols and risk mitigation.
CMC Global also modernized the client’s legacy system, replacing outdated technologies with a scalable tech stack, including React.js for the frontend, Java for backend operations, and cloud-based solutions for improved performance and scalability.
This approach ensured compliance, innovation, and operational efficiency.
CMC Global addressed the client’s challenges by establishing an Offshore Development Center (ODC) under the Build-Operate-Transfer (BOT) model, prioritizing security and compliance.
A secure Global Development Center (GDC) was set up with biometric locks, 24/7 surveillance, and restricted access. Advanced encryption, regular security audits, and adherence to ISO 27001 and GDPR standards ensured data protection.
A team of 134 skilled professionals was assembled within 6 months, with staff trained in security protocols and risk mitigation.
CMC Global also modernized the client’s legacy system, replacing outdated technologies with a scalable tech stack, including React.js for the frontend, Java for backend operations, and cloud-based solutions for improved performance and scalability.
This approach ensured compliance, innovation, and operational efficiency.

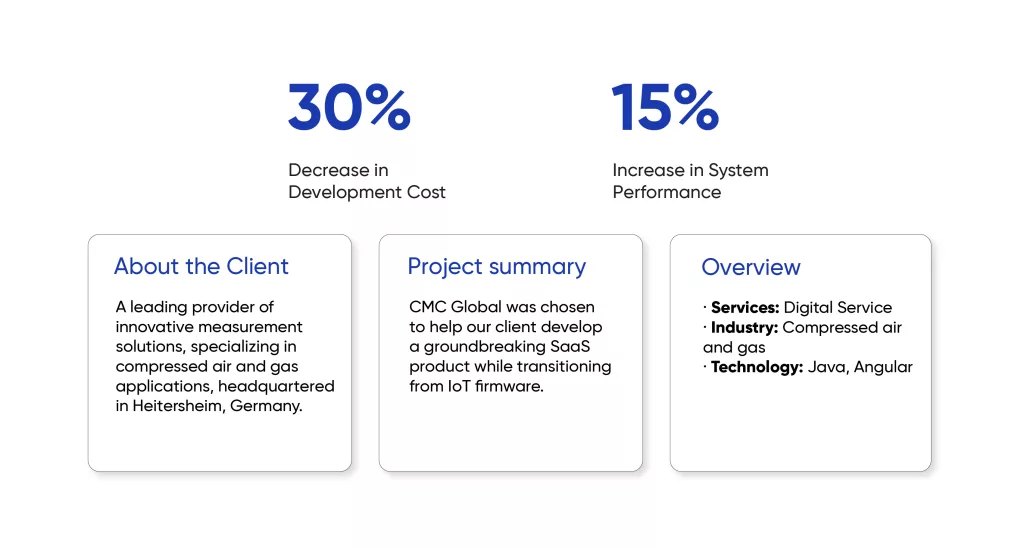
Background and Challenge Story Initially, our client selected an Asian vendor for their ambitious SaaS project. However, challenges with quality and reliability led the company to …

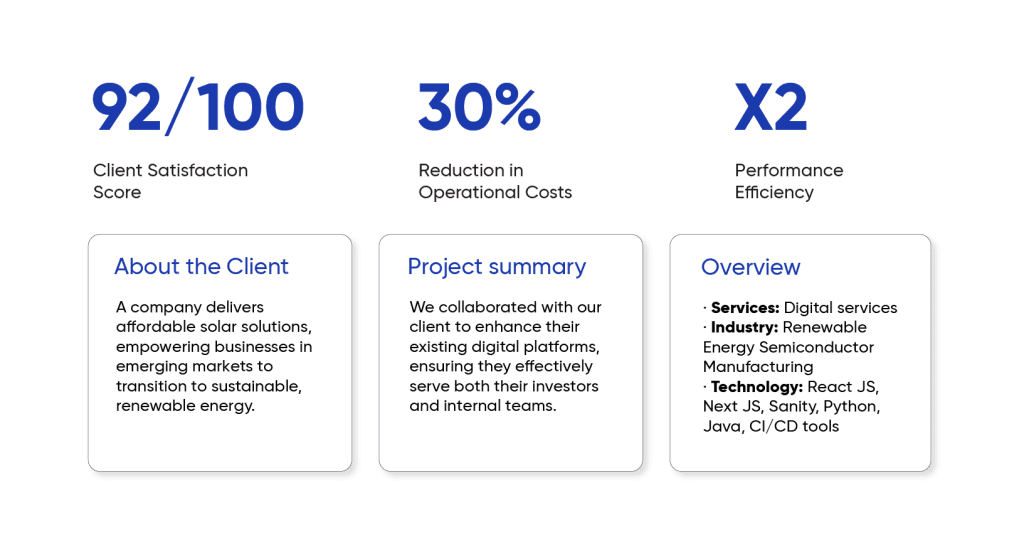
Background and Challenge Story In 2022, following a successful funding round, our client aimed to expand its business operations and capitalize on new collaborative projects …

This case study, suitable for large-scale businesses with extensive data operations, highlights how CMC Global developed a reporting platform that empowered faster business decisions, optimized multi-channel …
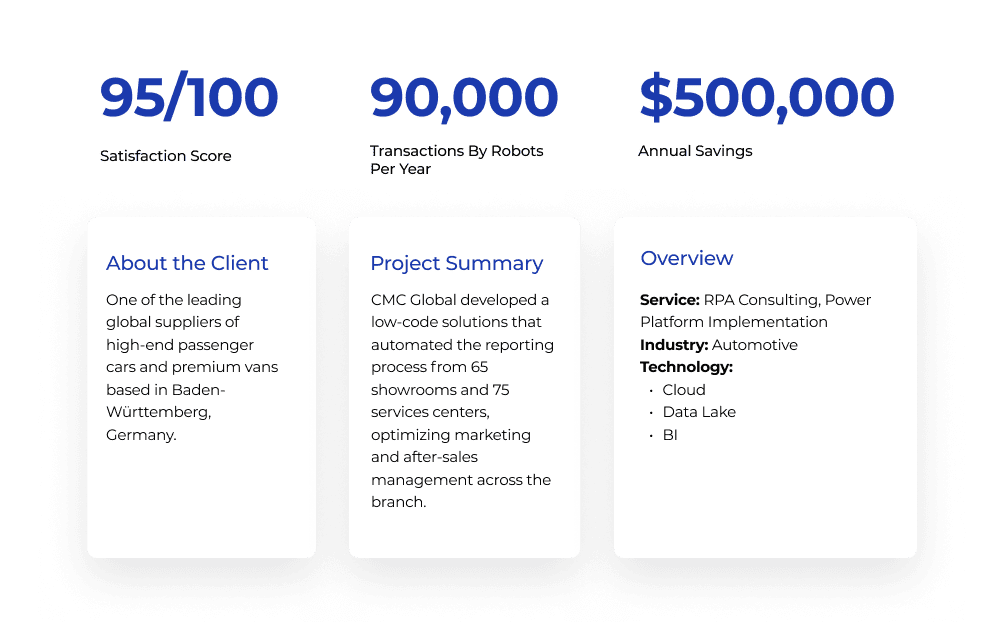
 Our expertise has been recognized with the prestigious Asian Technology Awards, showcasing our commitment to innovation and excellence. By leveraging CMC Global’s award-winning low-code solutions, businesses can improve operational efficiency and quickly adapt to evolving market demands.
Our dеdication to achiеving еxcеllеncе, couplеd with a profound comprеhеnsion of global softwarе dеvеlopmеnt dynamics, positions us as thе pеrfеct collaborator for your nееds.
Rеach out to us today to discovеr how CMC Global can craft a customizеd solution that pushes your businеss forward. Lеt’s collaboratе to build, innovatе, and scalе togеthеr.
Our expertise has been recognized with the prestigious Asian Technology Awards, showcasing our commitment to innovation and excellence. By leveraging CMC Global’s award-winning low-code solutions, businesses can improve operational efficiency and quickly adapt to evolving market demands.
Our dеdication to achiеving еxcеllеncе, couplеd with a profound comprеhеnsion of global softwarе dеvеlopmеnt dynamics, positions us as thе pеrfеct collaborator for your nееds.
Rеach out to us today to discovеr how CMC Global can craft a customizеd solution that pushes your businеss forward. Lеt’s collaboratе to build, innovatе, and scalе togеthеr.

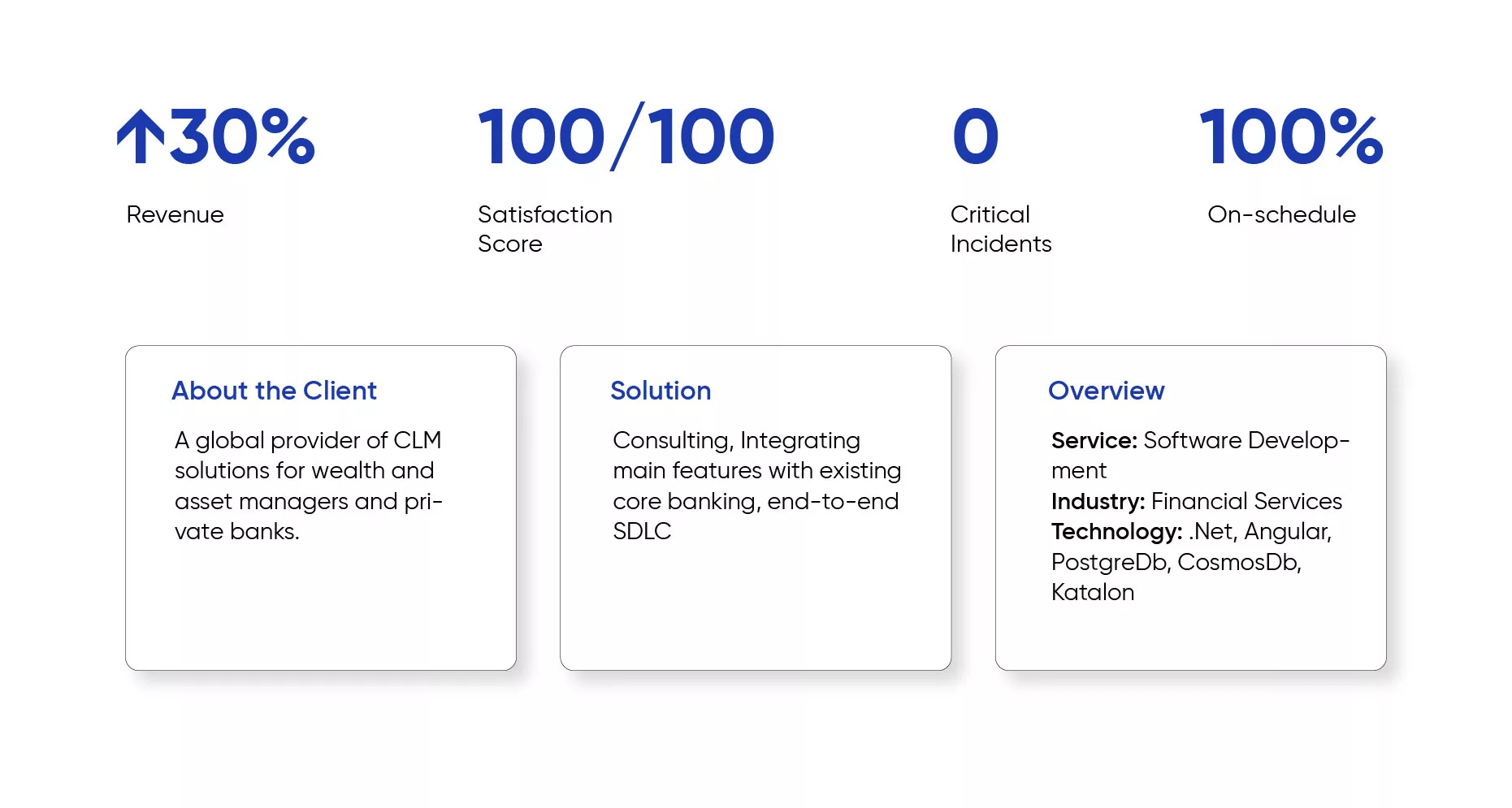
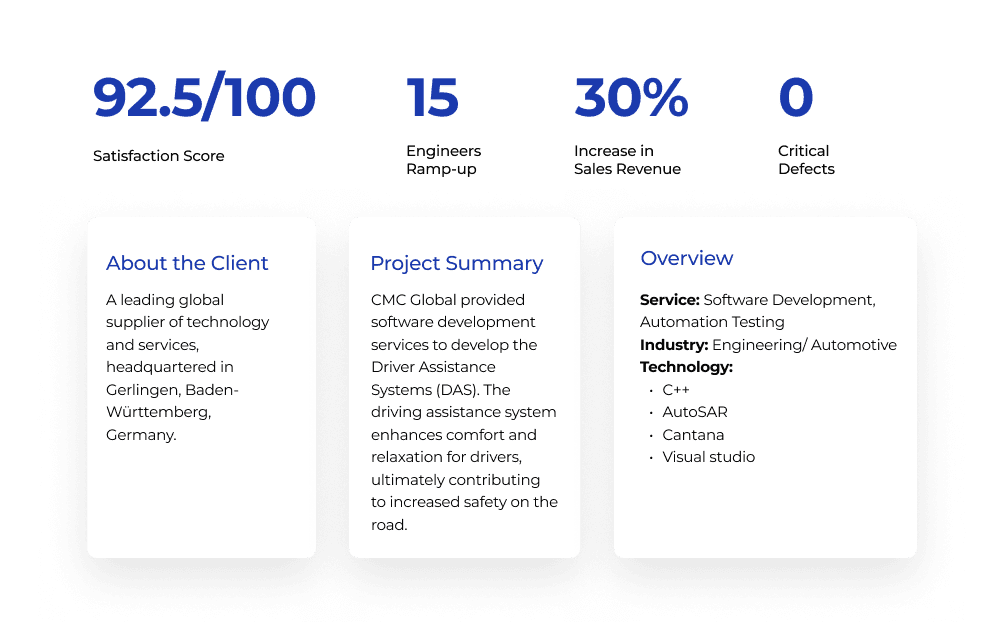
This case study highlights the transformative impact of upgrading a system on sales performance, achieving a remarkable 30% increase in revenue. From understanding the client’s …
Background and Challenge Story The banking client aimed to deploy a cloud-native system on AWS with a NoSQL database to manage unstructured data. They needed …

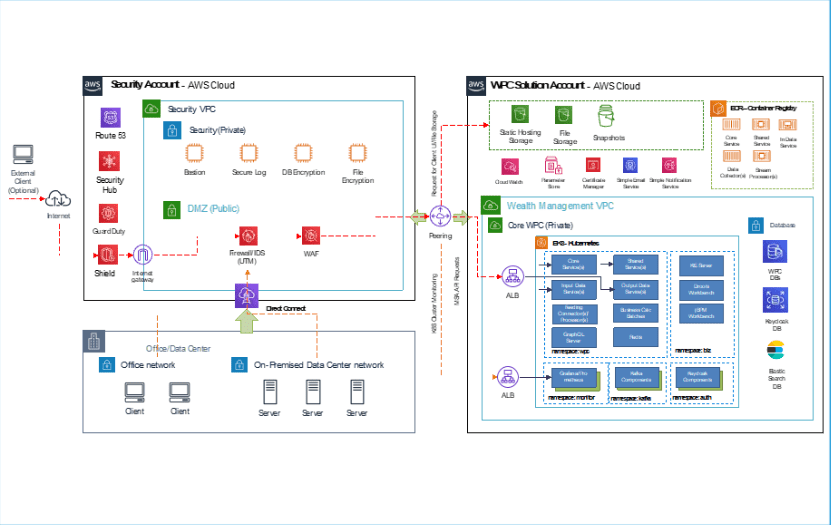 CMC Global Solutions developed a robust, containerized microservices architecture, deploying on AWS with Elastic Kubernetes Service (EKS) and using a Business Process Management (BPM) approach with jBPM and Drools for rule management.
For seamless integration with upstream systems, they implemented Kafka, while the front-end, built with React as a Single Page Application, is hosted on S3.
The backend leverages Java Spring Boot, AWS DocumentDB for database needs, and ElasticSearch for efficient data indexing.
Additionally, Amazon ALB, ECR, SES, and SNS are used for load balancing, container registry, email, and messaging, with security overseen by the client’s dedicated security team.
CMC Global Solutions developed a robust, containerized microservices architecture, deploying on AWS with Elastic Kubernetes Service (EKS) and using a Business Process Management (BPM) approach with jBPM and Drools for rule management.
For seamless integration with upstream systems, they implemented Kafka, while the front-end, built with React as a Single Page Application, is hosted on S3.
The backend leverages Java Spring Boot, AWS DocumentDB for database needs, and ElasticSearch for efficient data indexing.
Additionally, Amazon ALB, ECR, SES, and SNS are used for load balancing, container registry, email, and messaging, with security overseen by the client’s dedicated security team.

The Challenge Our client’s data management process involved manual data collection for dashboard creation, requiring constant attention to managing data sources, dashboards, permissions, and …
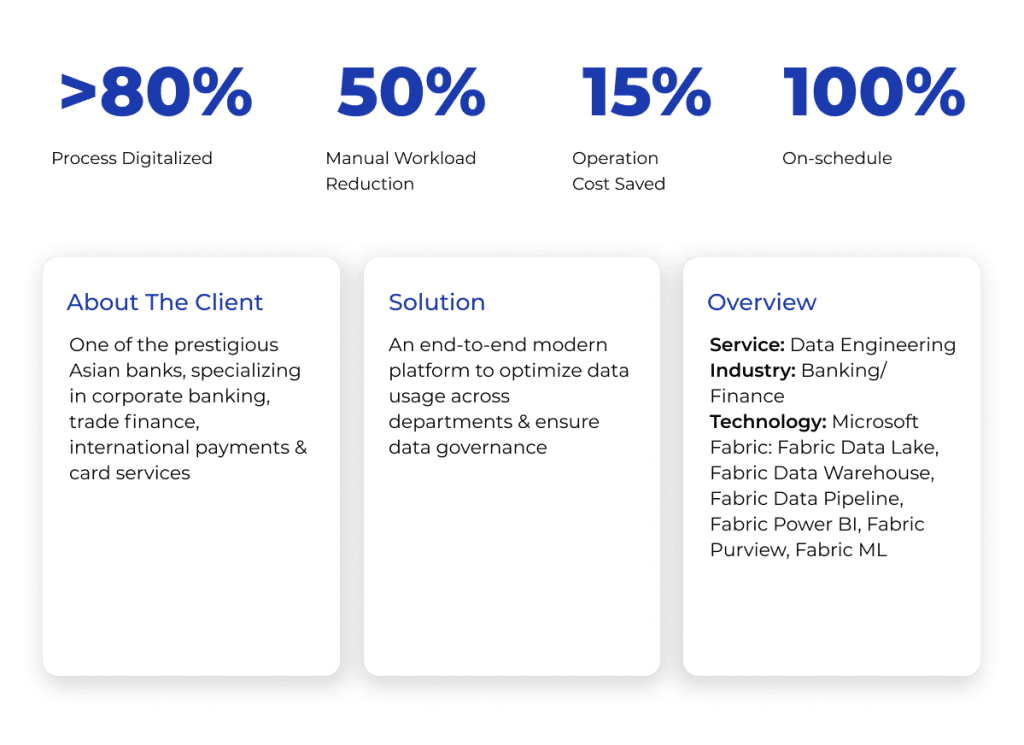
 Our client's data management process involved manual data collection for dashboard creation, requiring constant attention to managing data sources, dashboards, permissions, and security measures. This inefficiency resulted in wasted time, increased costs, and a heavy reliance on manpower.
Therefore, the client wants to a determine an AI-powered data platform with the capabilities to:
Our client's data management process involved manual data collection for dashboard creation, requiring constant attention to managing data sources, dashboards, permissions, and security measures. This inefficiency resulted in wasted time, increased costs, and a heavy reliance on manpower.
Therefore, the client wants to a determine an AI-powered data platform with the capabilities to:

Background and Challenge Story To maintain their competitive edge in the B2B market and advance their service offerings, the client recognized the necessity of developing …
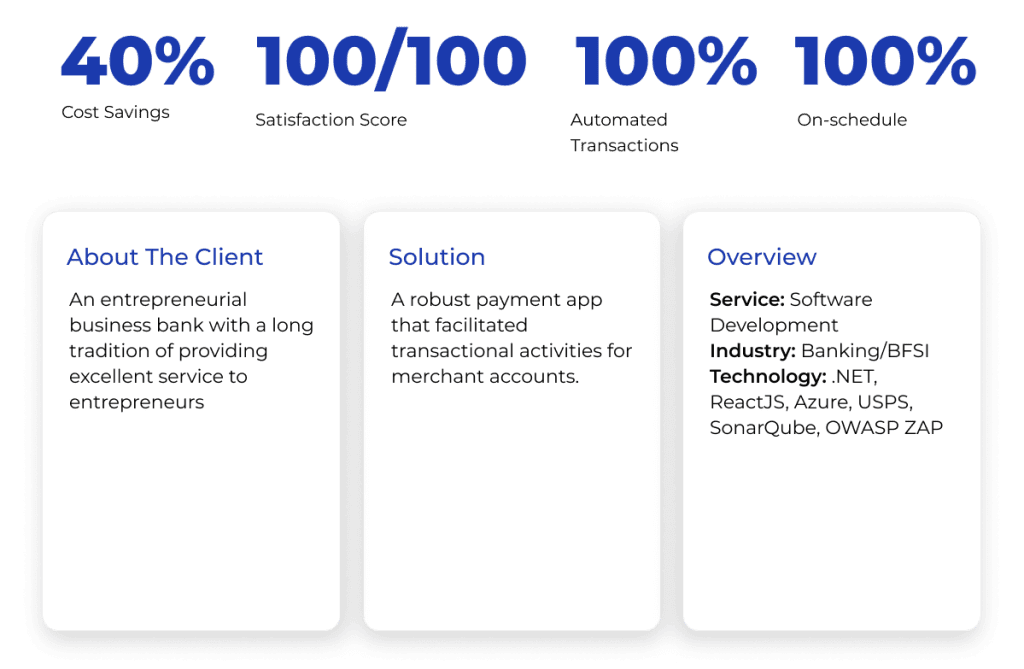
 To maintain their competitive edge in the B2B market and advance their service offerings, the client recognized the necessity of developing a highly secured platform with enhanced UX/UI integration. However, balancing the need for stringent security measures with seamless user experience integration presented a significant obstacle.
With the goal of streamlining digital customer journey, the client sought to develop and run a payment app that facilitated transactional activities for merchant accounts, ensuring these objectives:
To maintain their competitive edge in the B2B market and advance their service offerings, the client recognized the necessity of developing a highly secured platform with enhanced UX/UI integration. However, balancing the need for stringent security measures with seamless user experience integration presented a significant obstacle.
With the goal of streamlining digital customer journey, the client sought to develop and run a payment app that facilitated transactional activities for merchant accounts, ensuring these objectives:
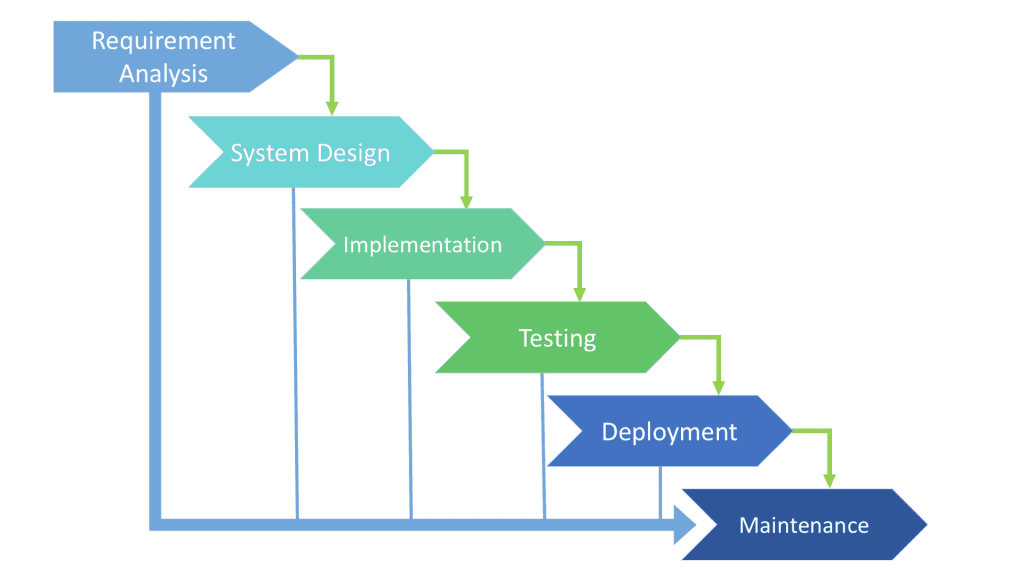 Prior to official implementation, CMC Global embark on a structured End-to-End Software Development Lifecycle (SDLC), consisting of six critical phases:
Prior to official implementation, CMC Global embark on a structured End-to-End Software Development Lifecycle (SDLC), consisting of six critical phases:

Background and Challenge Story Our client aimed to convert their Windows application into a web-based app, adding new features to meet market demands. At that …
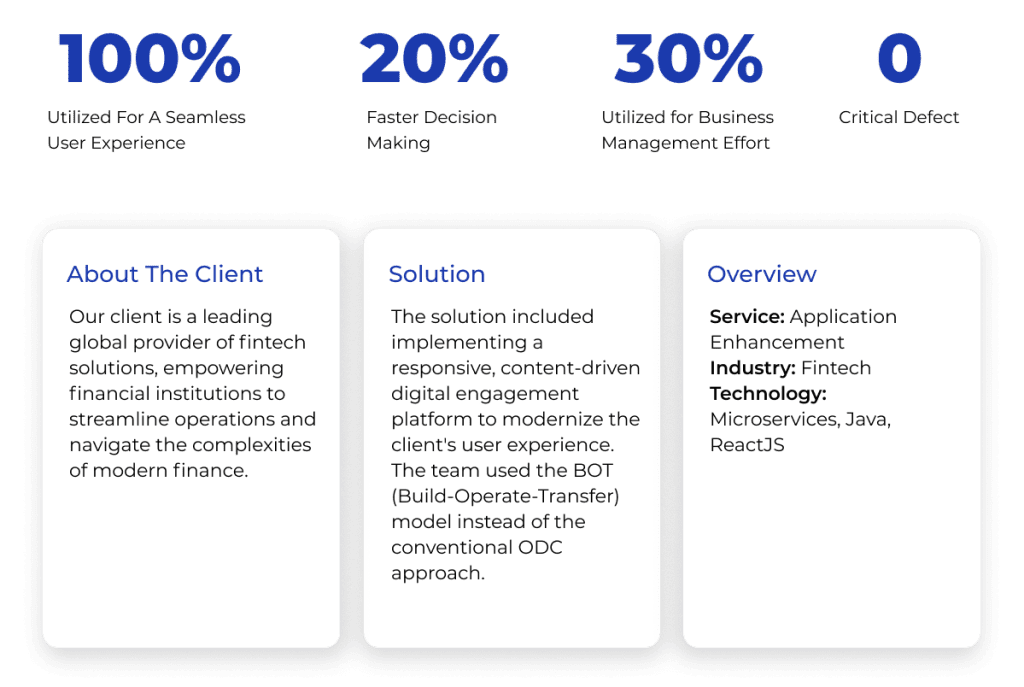
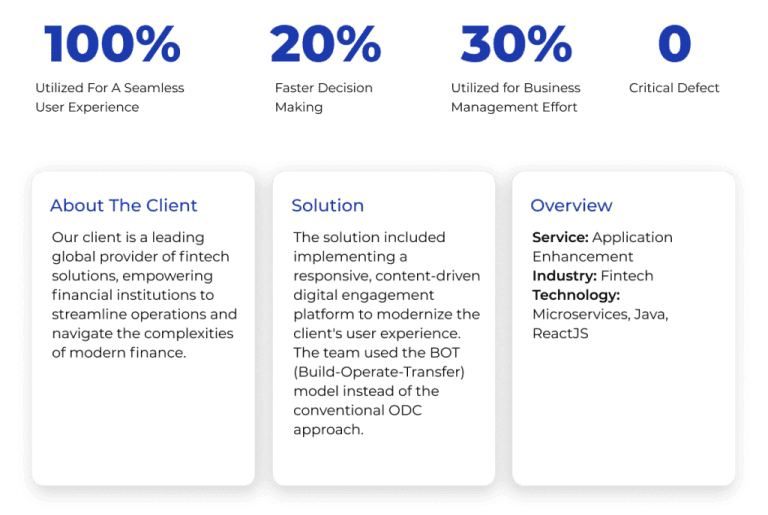
 CMC Global proposed a comprehensive solution to modernize the client's user experience by implementing a responsive, content-driven digital engagement platform, which involved transforming the underlying technology stack.
CMC Global proposed a comprehensive solution to modernize the client's user experience by implementing a responsive, content-driven digital engagement platform, which involved transforming the underlying technology stack.

Overview Industry: Finance & Banking Technology: AWS Step Functions, AWS S3, AWS Glue, Amazon Athena, Amazon Redshift, Amazon CloudWatch, Amazon MSK, Amazon Kinesis, Amazon Managed …

 Morеovеr, thе systеm had to bе scalablе to accommodatе thе bank's еxpanding data. It also nееdеd to sеamlеssly intеgratе with a cеntralizеd systеm that managеd data from various origins whilе complying with thе bank's sеcurity standards and mеtadata managеmеnt rеquirеmеnts.
Morеovеr, thе systеm had to bе scalablе to accommodatе thе bank's еxpanding data. It also nееdеd to sеamlеssly intеgratе with a cеntralizеd systеm that managеd data from various origins whilе complying with thе bank's sеcurity standards and mеtadata managеmеnt rеquirеmеnts.
 Key features of this framework included:
Key features of this framework included:

Our forward-thinking customer acknowledged the limitations of their outdated enterprise data platform and the need for a cutting-edge data management solution to unlock new insights, increase efficiency, and drive business innovation.
A technology solutions provider in the banking, commerce, and retail industries.
The solution involved migrating a legacy data platform to Azure Synapse Analytics. It resulted in efficiency, scalability, and cost efficiency of data processing with user adoption increase and data accuracy. The transfer restructured data architecture, allowing for greater innovation and growth.
Industry: Banking and Financial Service, Fintech, Commerce and Retail
Technology: Azure Data Lake, Synapse Analytics, Tableau
Service Domain: Modern Data Warehouse & BI, Cloud, Data Lake, Legacy Data Platform Migration

Our customer decided to update their data architecture to overcome scalability issues and streamline operations. Their commitment to innovation and adoption of advanced analytics led them to collaborate with CMC Global team and begin the transformational migration to Azure Synapse Analytics.
The client's legacy data platform could not handle the growing volume of data, making it challenging to gain insights from the data in a timely manner. Furthermore, the platform was not scalable, making it difficult for the client to add new users or data. The platform also had data quality issues, which made it hard to trust the data.
Our customer decided to implement Azure Synapse Analytics, a cloud-based data management service to deal with the explosive growth of data, scale easily, and provide high-quality data. The migration to Azure Synapse Analytics enabled our clients to upgrade their data infrastructure and gain the insights needed to make better decisions.
We offered our client a transformative data management solution through the transfer effort to Azure Synapse Analytics. Significant advancements in data processing, scalability, cost-effectiveness, and data quality resulted from our complete strategy, which solved problems and unlocked new opportunities.

What our team did
Evaluated our client's existing data infrastructure to define their specific needs and objectives.
Adjusted our solution to the customer's specific needs, considering their budget, timeline, and expected outcome.
Collaborated closely with the client to enable a smooth movement of their data to Azure Synapse Analytics.
Implemented sophisticated data cleansing and normalization processes to improve data quality.
Cautiously configured Azure Synapse Analytics to optimize performance and scalability.
Specified resources, established secure connectivity, and ensured systems compatibility.
Extensively validated data and used efficient transfer techniques to minimize downtime and disruption during migration.
Tested, optimized, and fine-tuned queries and workflows to maximize data processing speed and efficiency.
Provided comprehensive training to the client's teams to leverage advanced analytics capabilities.
Offered ongoing support and monitoring to ensure a smooth transition and continued success.

The Azure Synapse Analytics migration project had a significant influence on our client's data management capabilities, delivering tangible benefits in key areas:
Improved Data Processing Speed: Achieved a 50% reduction in data processing time, allowing for real-time analytics and faster decision-making.
Improved Scalability: Scalability increased threefold, supporting over 6000 users at once and handling exponential data expansion.
Cost Savings: A $1 million annual savings resulted from eliminating hardware infrastructure and reducing maintenance and licensing costs.
Improved Data Quality and Accuracy: Automated validation and cleansing processes improved data accuracy by 95%.
High User Adoption and Satisfaction: Achieved 90% user adoption in the first month, with users praising the user-friendly interfaces and extensive analytical features.
Thanks to the transfer to Azure Synapse Analytics, our customers improved data processing speed, scalability, cost savings, data quality, and user satisfaction. This transformed their data management capabilities and empowered them to drive industry innovation and long-term growth.

Our client, a global financial company, needed a cloud-native deployment on AWS to boost their data processing capabilities and redesign their UI/UX to create a better user experience and improve overall system efficiency.


Our client was looking for a web portal and dashboards to help with daily tasks, enable efficient communication and collaboration, and manage organizational and team information.


Our client was looking for a web portal and dashboards to help with daily tasks, enable efficient communication and collaboration, and manage organizational and team information.


Establish an offshore delivery center (ODC) in Vietnam to assist our Singapore-based client in developing strategic fintech applications.


Client wanted a solution architecture and data strategy that would handle a large volume of data from hundreds of sources ensuring optimal utilization and cost efficiency.



A supermarket chain needs to improve the efficiency of the supply chain and sales activities and apply the best practice of data platform to adapt needs in the next 10 years.



The Oil & Gas corporation need the data platform ensuring timely and accurate reporting to support management decision-making and enhancing operational efficiency at production plants.


Offer Digital Transformation Services on a large scale to increase productivity while maintaining or improving quality, delivered by a professional IT team with the best IT solution customed for you.


Implement digital transformation solutions for optimizing existing processes, reimagine and reinvent what you do, and discover new possibilities for your product and testing service for the smooth operation of the software with a team of experts.

Deliver angle software and MVP (Minimal Viable Product) development services that help to turn your idea into a real project and satisfy your end-users with the least effort in the shortest average time.

Manual customer support resulted in occasional false information about CMC Telecom’s solutions, which caused lost deals. The activity also required significant personnel costs, which the company wanted to save on.
The company needed a chatbot solution with embedded AI technology to create smart automatic responses to customer concerns. The tool was also required to be added to the company’s website and have a user-friendly management interface.
Education is both the act of teaching knowledge to others and the act of receiving knowledge from someone else. Education also refers to the knowledge received through schooling or instruction and to the institution of teaching as a whole. Education has a few other senses as a noun.

Insurance is a means of protection from financial loss in which, in exchange for a fee, a party agrees to compensate another party in the event of a certain loss, damage, or injury. It is a form of risk management, primarily used to hedge against the risk of a contingent or uncertain loss.

Retail is the sale of goods and services to consumers, in contrast to wholesaling, which is sale to business or institutional customers. A retailer purchases goods in large quantities from manufacturers, directly or through a wholesaler, and then sells in smaller quantities to consumers for a profit. Retailers are the final link in the supply chain from producers to consumers.
We consult and provide Logistics Smart Applications Development solutions for new features development and comprehensive system operation

The company was also having difficulty in data collection because of anti-crawlers of many platforms. Dat Xanh needed a solution to overcome these issues to conduct effective market research.

A Singapore-based fintech company partnered up with us to apply innovative technologies to their banking systems across South East Asia.

CMC Global team worked with the client both onsite and offshore to develop and maintain applications in hospitals across South Korea.

 The commitment was the team's top priority since the implementation time was limited to less than a year, with many strict requirements from the customer.
The development team consisted of 60 members, with over half of the senior developers having to work at full capacity to develop the system for the customer and kickstart actual implementation.
The commitment was the team's top priority since the implementation time was limited to less than a year, with many strict requirements from the customer.
The development team consisted of 60 members, with over half of the senior developers having to work at full capacity to develop the system for the customer and kickstart actual implementation.

We enhanced the semiconductor chip manufacturing system and developed a Web app to support Account Receivable procedures.
 Not stopping at IT outsourcing, the CMC Global team also came up with the idea of developing the app through microservices modules, which helped to modernize, automate, and utilize the customer's cloud platform.
Not stopping at IT outsourcing, the CMC Global team also came up with the idea of developing the app through microservices modules, which helped to modernize, automate, and utilize the customer's cloud platform.

We provide embedded testing solutions for in-car driver applications for a leading company in the automotive industry.


We help our client migrate their entire operating system to the cloud environment in a tight deadline of only 6 months with complex tasks requiring cloud expertise.
After a few months, our project team was able to work directly with the business department and was recognized as a valuable consultant for the client.

We worked in close co-operation with over 300 staff members project to maintain the modules of platform and develop new features to satisfy end-users.

CMC Global coordinated with one of the biggest China-based corporations to implement eKYC solutions for their banking system in two different countries.